


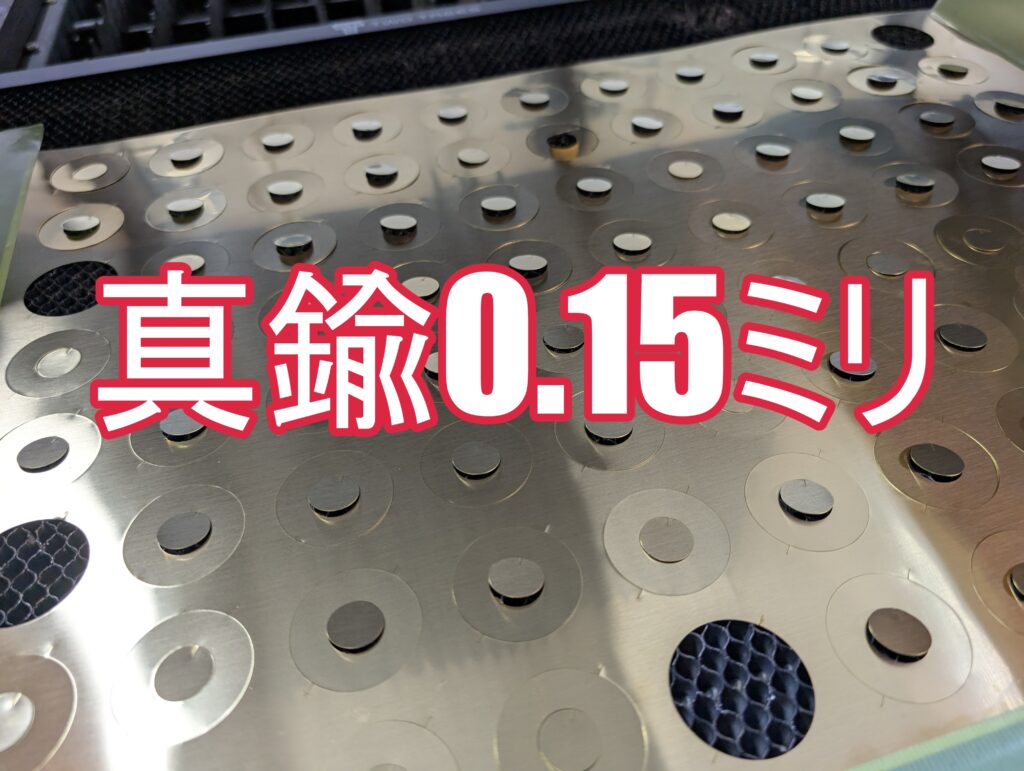
真鍮(黄銅)板厚0.15mmの微細レーザー切断
| 素材 | 真鍮 |
|---|---|
| 単価 | 500円 |
| サイズ | 35φx15φ |
| 厚み | 0.15 |
| 枚数・個数 | 100枚 |
| 所要時間 | 48時間 |
ポイント
「0.15mmの真鍮をレーザーで?それは無理でしょう」
お客様からこのようにお問い合わせをいただくことがよくあります。
実際、板金加工やレーザー加工の業界に詳しい方ほど、**「真鍮(C2801等)の薄板はレーザー加工に向かない」**という常識をお持ちです。
1. **高反射率:** 真鍮は銅合金であり、レーザー光を強く反射するため、加工機へのダメージや切断不良が起きやすい。
2. **熱変形:** 0.15mmという極薄の箔(ハク)のような材料は、熱を加えると瞬時に歪み、反り上がってしまいます。
3. **バリ・ドロス:** 熱が逃げにくいため、切断面が溶けて汚くなりやすい。
通常であれば、この厚みは「エッチング加工」や「プレス(金型)」が推奨される領域です。
しかし、今回はあえて**ファイバーレーザーによる精密切断**に挑戦し、高品質な製品に仕上げました。
---
## なぜ、レーザーでの加工が必要だったのか?
今回の案件では、以下の理由からエッチングやプレスではなく、レーザー加工が求められていました。
* **短納期:** 金型や版を作る時間がない(即日〜翌日出荷の要望)。
* **試作開発:** 形状変更の可能性があり、イニシャルコスト(金型代)をかけられない。
* **微細形状:** 複雑なコンター(外形)ラインが必要。
## 技術的ブレイクスルー:焦げも歪みもない「熱を溜めない」切断
今回、当社では最新のファイバーレーザー加工機を使用し、以下の調整を行うことで0.15mm真鍮の切断を実現しました。
### 1. 超短パルス制御による「冷めたまま切る」技術
連続的に熱を加えるのではなく、極めて短いパルス発振でレーザーを照射。素材に熱が伝わる前に蒸散させることで、**熱影響層(HAZ)を極小化**しました。これにより、0.15mmという薄さでも、熱による「反り」や「ベコ付き」を抑えています。
### 2. 特殊なワーク保持(治具)の工夫
薄板加工の最大の敵は、アシストガスによる「バタつき」です。通常の剣山やハニカムテーブルでは、ガスの圧力で素材が浮き上がり、焦点距離がズレてしまいます。
今回は特殊な吸着テーブル(または専用治具)を使用し、**素材を完全にフラットに固定**することで、安定した切断面を確保しました。
---
## 加工結果:エッチングに迫る切断面
写真をご覧ください。板厚0.15mmの真鍮ですが、切断面に目立つようなバリ(ドロス)や、焦げによる変色は見られません。
また、製品全体を見ても、熱歪みによるねじれが発生していないことがお分かりいただけると思います。
* **材質:** 真鍮(C2801)
* **板厚:** t=0.15mm
* **加工法:** 精密ファイバーレーザー切断
* **用途:** 電子部品シム、装飾部品、接点バネ等の試作
## 「他社で断られた」薄板加工、一度ご相談ください
「真鍮の0.15mmはレーザーでは切れない」という業界の常識は、技術の進歩と職人の工夫により過去のものになりつつあります。
* エッチングでは納期が間に合わない
* 1枚だけ欲しいので金型は作りたくない
* 0.1mm〜0.2mmのシム板を自由な形状で切りたい
このようなお悩みをお持ちの設計者様・調達担当者様は、ぜひ一度当社へご相談ください。




